 东莞市凤岗鑫晖螺杆厂
东莞市凤岗鑫晖螺杆厂
不断超越,追求完美
效率成就品牌,诚信铸就未来
只有更好的服务,才有更多的用户
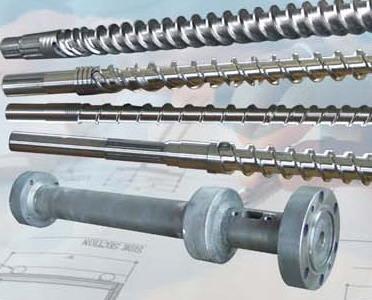
供应塑机螺杆料筒及配件
-
- 注塑机---塑化螺杆料筒与相关部件螺杆头法兰射咀料斗介绍 注射部分与塑化相关的部件主要有:螺杆、料筒、分流梭、止逆环、射咀、法兰、加料斗等。
下面分别就其在塑化过程中的作用与影响加以说明。
1、螺杆 螺杆是注塑机的重要部件。
它的作用是对塑料进行输送、压实、熔化、搅拌和施压。
所有这些都是通过螺杆在料筒内的旋转来完成的。
在螺杆旋转时,塑料对于机筒内壁、螺杆螺槽底面、螺棱推进面以及塑料与塑料之间在都会产生摩擦及相互运动。
塑料的向前推进就是这种运动组合的结果,而摩擦产生的热量也被吸收用来提高塑料温度及熔化塑料。
螺杆的结构将直接影响到这些作用的程度。
普通的注塑螺杆结构,为了提高塑化质量设计成分离型螺杆,屏障型螺杆或分流型螺杆。
2、料筒/料管 料筒的结构其实就是一根中间开了下料口的圆管/料管。
在塑料的塑化过程中,其前进和混合的动力都是来源于螺杆和料筒的相对旋转。
根据塑料在螺杆螺槽中的不同形态,一般把螺杆分为三段:固体输送段(也叫加料段)、熔融段(也叫压缩段)、均化段(也称计量段)。
在有关塑料塑化的教材上中,都把塑料在螺杆的固体输送段看成一个塑料颗粒间没有相互运动的固体床,然后通过固体床与料筒壁、与螺棱推进面以及与螺槽表面相互运动和摩擦的理想状态的计算,来确定塑料向前输送的速度。
这与实际情况有不少差距,也不能以此为依据来分析不同形状塑料颗粒的进料情况。
如果塑料的颗粒不大,它们在被料筒内壁拉动向前运动时会出现分层和翻滚,并逐步被压实形成固体塞。
当望料颗粒的直径与螺槽深度尺寸差不多时,它们的运动轨迹基本上是沿螺槽径向的直线运动加上转一个角度的直线运动。
由于颗粒大时塑料在螺槽中的排列很疏松,所以其输送速度也较慢。
当颗粒大到一定程度,在进入压缩段而其直径大于螺槽深度时,塑料就会卡在螺杆与机筒之间,如果向前拉动的力不足以克服压扁塑料颗粒所需的力,则塑料会卡在螺槽里不向前推进。
塑料在接近熔点温度时,、与料筒相接触的塑料已开始熔融而形成一层熔膜。
当熔膜厚度超过螺杆与料筒间的间隙时,螺棱顶部把熔膜从料筒内壁径向地刮向螺棱根部,从而逐渐在螺棱的推进面汇集成旋涡状的流动区——熔池。
由于熔融段螺槽深度的逐渐变浅以及熔池的挤压,固体床被挤向料筒内壁,这样就加速了热料筒向固体床的传热过程。
同时,螺杆的旋转使固体床和机筒内壁之间的熔膜产生剪切作用,从而使熔膜和固体床分界面间的固体熔化。
随着固体床的螺旋形向前推移,固体床的体积逐渐缩小,而熔池的体积逐渐增大。
如果固体床厚度减小的速度低于螺槽深度变浅的速度,则固体床就可能部分或完全堵塞螺槽,使塑化产生波动,或者由于局部压力过大造成摩擦生热剧增,从而产生局部过热。
在螺杆均化段,固体床已经因体积过小而破裂形成分散在熔池里的小固体颗粒。
这些固体颗粒通过各自与包覆周围的熔体摩擦及热传递而熔融。
面这时,螺杆的功能主要是通过搅拌塑料熔体使之混合均匀,熔体的速度分布从贴近料筒壁的*速到贴近螺槽底部的*速。
如果螺槽深度不大而熔体粘度很高,则这时熔体分子间的摩擦会很剧烈。
由于各种塑料的熔融速度、熔体粘度、熔融温度范围、粘度对温度及剪切速率的敏感程度、高温分解气体的腐蚀性、塑料颗粒间的摩擦系数差异很大,通常意义上的普通通用螺杆在加工某些熔体特性比较突出的塑料(如Pc、PA、高分子ABS、PP-R、PVC等)时会出现某一段剪切热过高的现象,这种现象—般可通过降低螺杆转速得以*。
但这势必影响生产效率。
为了实现对这些塑料的*塑化,本公司先后开发了这些塑料的*塑化螺杆和料筒。
这些*螺杆和料筒在设计时针对的主要问题是以上塑料的固体摩擦系数、熔体粘度、熔融速度等。
3、螺杆头,过胶头 螺杆头(过胶头) 分流梭是装在螺杆前端形状象*体的零件。
分流梭在塑料塑化时的作用主要是分流混合塑料熔体,使熔体进一步混练均匀。
同时分流梭还有在塑化时限定止逆环位置的作用。
为了进一步加强混炼作用,建议在250吨以上锁模力注塑机上采用屏障型混炼结构。
的分流梭。
不仅可以提高制品颜色的均匀程度,也使制品的机械强度更高。
止逆环(过胶圈) 顾名思义,止逆环的作用就是止逆。
它是防止塑料熔体在注射时往后泄漏的一个零件。
在工作时,止逆环止逆垫圈(过胶垫圈)接触形成一个封闭的结构,阻止塑料熔体泄漏止逆环工作原理。
一台注塑机注塑制品重量的精密程度与止逆环止逆动作的快慢关系很大。
而一个止逆环动作反应的快慢,是由它的止逆动作行程、密封压合时间,离开分流梭时间等因素决定的。
我们曾经试过多种止逆环结构和零件参数,**才通过实验确定*化的止逆面参数、止逆环与分流梭贴合参数、止逆环与料筒间隙参数等。
可以实现高精密注射量控制。
4、法兰射嘴 射嘴是联接料筒和模具的过渡部分。
注射时,料筒内的熔料在螺杆的推动下,以高压和快速流经射嘴注入模具。
因此射嘴的结构形式、喷孔大小以及制造精度将影响熔料的压力和温度损失,射程远近、补缩作用的优劣以及是否产生“流涎"现象等。
目前使用的喷嘴种类繁多,且都有其适用范围,这里只讨论用得**多三种。
(1)直通式射嘴 这种射嘴呈短管状,熔料流经这种喷嘴时压力和热量损失都很小,而且不易产生滞料和分解,所以其外部一般都不附设加热装置。
但是由于射嘴体较短,伸进定模板孔中的长度受到限制,因此所用模具的主流道较长。
为弥补这种缺陷而加大射嘴的长度,成为直通式射嘴的一种改进型式,又称为延伸式射嘴。
这种射嘴必须添设加热设置。
为了滤掉熔料中的固体杂质,射嘴中也可加设过滤网。
以上两种射嘴适用于加工高粘度的塑料,加工低粘度塑料时,会产生流涎现象。
(2)自锁式射嘴 注射过程中,为了防止熔料的流涎或回缩,需要对射嘴通道实行暂时封锁而采用自锁式射嘴。
自锁式射嘴中以弹簧式和针阀式**广泛,这种射嘴是依*弹簧压合射嘴体内的阀芯实现自锁的。
注射时,阀芯受熔料的高压而被顶开,熔型遂向模具射出。
熔胶时,阀芯在弹簧作用下复位而自锁。
其优点是能有效地杜绝注射低粘度塑料时的“流涎”现象,使用方便,自锁效果显著。
但是,结构比较复杂,注射压力损失大,射程较短,补缩作用小,对弹簧的要求高。
杠杆针阀式射嘴 这种喷嘴与自锁式射嘴一样,也是在注射过程中对射嘴通道实行暂时启闭的一种,它是用外在液压系统通过杠杆来控制联动机构启闭阀芯的。
使用时可根据需要使*纵的液压系统准确及时地开启阀芯,具有使用方便,自锁可*,压力损失小,计量准确等优点。
此外,它不使用弹簧,所以,没有更换弹簧之虑,主要缺点是结构较复杂,成本较高。
注射时,塑料熔体在螺杆的推动下,以**高的剪切速度流经射嘴而进入模腔。
在这种高速剪切作用下,熔体温度快速升高。
特别是对于粘度较高的PVC、PP-R、PMMA、PC、高抗冲击ABS等,过小的射嘴孔直径会造成塑料的高温分解。
而对于充模困难的薄壁精密制品,则宜用射程较远的射嘴,对于厚壁制品则需要补塑作用好的射嘴。
另外,对于某些熔体粘度很低的塑料(如PA等),需要使用具有防流涎功能的自锁射嘴。
在许多机器上,除了针对一般粘度的通用型射嘴,还有自锁射嘴、PVC射嘴、PMMA射嘴等特殊射嘴可供选用,如果需要,也可以提供射程较远的针对薄壁制品的*射嘴。
法兰 法兰是连接射嘴与料筒的零件在塑料的塑化注射过程中只起通道的作用。
如果法兰与射嘴或法兰与料筒的结合面出现较大的间隙或槽,则会因塑料在间隙或槽中滞留时间过长分解而出现制品黑点。
5、加料斗 加料斗是储存塑料原料的部件,也有的在加料斗上加上发热和吹风装置做成干燥料斗。
加料斗的形状一般是下部圆锥形与上部圆筒形。
圆锥形的锥面斜度对于不同粒度、不同颗粒形状、颗粒之间摩擦系数和粘结系数不同的塑料部有不同的*值,否则不是浪费了加料斗的储料量就是出现加料不畅或根本不下料的“架桥"或“漏斗成管”现象。
引起“架桥”现象的原因是因为塑料颗粒之间在圆锥小口处形成能支撑在其上方的物料的开然桥,对于颗粒较大以及形状不规则的再生料比较容易发生。
“漏斗成管"是因为往下流的颗粒不足以拉动其相邻的颗粒一起流动,这往往在塑料粒度较小时发生。
一般的解决方法是在加料斗上装振动装置或减小圆锥斜度。
如果料筒上热量传递到加料斗使加料斗温度过高,塑料粒表面软化或粘结成块,更容易形成“架桥"或阻塞。
螺杆料筒 标签: 东莞市塑机螺杆料筒 东莞市塑机螺杆料筒厂家
广东 东莞市东莞市塑机螺杆料筒厂家
供应塑机螺杆料筒及配件









